



产品别名 |
半导体清洗剂,芯片清洗剂,功率器件清洗剂,功率模块清洗剂 |
面向地区 |
全国 |
保质期 |
一年 |
类别 |
中性清洗液 |
合明科技摄像模组感光芯片CMOS晶片镜片清洗剂,LED芯片焊后助焊剂锡膏清洗剂、CMOS焊接后清洗剂、FPC电路板清洗剂、SMT元器件封装工艺清洗剂、微波组件助焊剂松香清洗剂、车用IGBT芯片封装水基清洗方案,SMT电子制程水基清洗全工艺解决方案,汽车用 IGBT芯片封装焊后清洗剂,IGBT芯片清洗剂,IGBT模块焊后锡膏清洗剂,IGBT功率半导体模块清洗,SMT锡膏回流焊后清洗剂,PCBA焊后水基清洗剂,系统封装CQFP器件焊后助焊剂清洗剂、SIP芯片焊后清洗剂、BMS电路板焊后清洗剂,半导体分立器件除助焊剂清洗液、半水基清洗剂、IGBT功率模块焊后锡膏水基清洗剂、PCB组件封装焊后水性环保清洗剂、SMT封装焊后清洗剂、精密电子清洗剂、半导体分立器件清洗剂、SMT焊接助焊剂清洗剂、锡嘴氧化物清洗剂、PCBA清洗剂、芯片封装焊后清洗剂、水性清洗剂、FPC清洗剂、BGA植球后清洗剂、球焊膏清洗剂、FPC电路板水基清洗剂、堆叠组装POP芯片清洗剂、油墨丝印网板水基清洗全工艺解决方案、BMS新能源汽车电池管理系统电路板制程工艺水基清洗解决方案、储能BMS电路板水基清洗剂、PCBA焊后助焊剂清洗剂、组件和基板除助焊剂中性水基清洗剂、功率电子除助焊剂水基清洗剂、功率模块/DCB、引线框架和分立器件除助焊剂水基清洗剂、封装及晶圆清洗水基清洗剂、倒装芯片水基清洗、SIP和CMOS芯片封装焊后清洗剂、SMT钢网、丝网和误印板清洗除锡膏、银浆、红胶,SMT印刷机网板底部擦拭水基清洗剂、焊接夹治具、回流焊冷凝器、过滤网、工具清洗除被焙烤后助焊剂和重油污垢清洗剂,电子组件制程水基清洗全工艺解决方案。
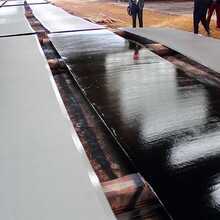
在当今电子器件、组件的工艺制程中,为获得高可靠性的产品,清洗,特别是水基清洗在制程中得到越来越广泛的应用。特别是在5G通讯,航天航空,汽车电子,,医疗设备,人工智能等等行业和产业产品中,高可靠性的要求是为了整个功能体系能安全可靠运行的基础。水基清洗在这类器件、组件的制程中具有的代表性,特别在大型规模化生产中,可有效保障更为可靠的工艺指标和稳定性。通常会采用在线通过式清洗工艺来实现器件和组件的批量生产制程,随着在线工艺的广泛应用,其中的工艺要点和掌握是能出产产品质量的重要因素。以下就这些要点作几点阐述。
匹配性很重要,既要考虑残留物的可清洗性,同时也要考虑水基清洗剂的清洗能力和力度。在预设的工艺条件下面,污垢能清除干净,才能达到首要的技术指标。
清洗剂的消耗和寿命。在线通过式喷淋机用水基清洗剂的消耗有三个组成部分: 气雾损耗、被清洗物和网带的带离损耗、清洗剂到达寿命终点的全液更换。在这三项消耗中,大的组成往往是气雾损耗,气雾损耗很大程度是喷淋机固有的机械特性所决定。人为可改变调整的程度不高,用户需在设备选型的时候关注此项技术指标。清洗剂的寿命,以目前的技术手段,无法监测清洗剂的寿命,通常在产线中,以产线的实际检测干净度的标准,观察检测清洗剂的寿命终点,而后,保留和预留一部分安全余量来进行清洗剂全量更换的依据。
清洗剂和漂洗水的泡沫。因为清洗剂和漂洗水在喷淋机中处在高温高压下运行,非常容易产生泡沫,泡沫过多影响机器的正常运行和状态观察。
所以,清洗剂的泡沫允许在一定范围而清洗机喷淋压力稳定,如果泡沫过多或者难以消除,清洗剂中含着的气泡和空气,会降低清洗喷淋压力,影响清洗效果。漂洗水的泡沫也值得关注,同样的道理,只要泡沫能够有效的排除,不影响清洗剂的工作状态和设备运行的观测。
BGA封装工艺流程
PBGA基板的制备
在BT树脂/玻璃芯板的两面压极薄(12-18um厚)的铜箔,然后进行钻孔和通孔金属化,通孔一般位于基板的四周;再用常规的PWB工艺(压膜、曝光、显影、蚀刻等)在基板的两面制作图形(导带、电极以及安装焊球的焊区阵列);后形成介质阻焊膜并制作图形,露出电极及焊区。
封装工艺流程
圆片减薄→圆片切削→芯片粘结→清洗→引线键合→清洗→模塑封装→装配焊料球→回流焊→打标→分离→检查及测试→包装
芯片粘结:采用充银环氧树脂粘结剂(导电胶)将IC芯片粘结在镀有Ni-Au薄层的基板上
引线键合:粘结固化后用金丝球焊机将IC芯片上的焊区与基板上的镀Ni-Au的焊区以金线相连
模塑封装:用石英粉的环氧树脂模塑进行模塑包封,以保护芯片、焊接线及焊盘。
回流焊:固化之后,使用特设设计的吸拾工具(焊球自动拾放机)将浸有焊剂熔点为183℃、直径为30mil(0.75mm)的焊料球Sn62Pb36Ag2,或者Sn63Pb37放置在焊盘上,在传统的回流焊炉内在N2气氛下进行回流焊接(高加工温度不超过230℃),焊球与镀Ni-Au的基板焊区焊接。
装配焊球有两种方法:“球在上”和“球在下”
球在上:在基板上丝网印制焊膏,将印有焊膏的基板装在一个夹具上,用定位销将一个带筛孔的顶板与基板对准,把球放在顶板上,筛孔的中心距与阵列焊点的中心距相同,焊球通过孔对应落到基板焊区的焊膏上,多余的球则落入一个容器中。取下顶板后将部件送去再流,再流后进行清洗。
“球在下”:过程与“球在上”相反,先将一个带有以所需中心距排列的孔(直径小于焊球)的特殊夹具放在一个振动/摇动装置上,放入焊球,通过振动使球定位于各个孔,在焊球位置上印焊膏,再将基板对准放在印好的焊膏上,送去再流,之后进行清洗。
焊球的直径是0.76mm(30mil)或0.89mm(35mil),PBGA焊球的成分为低熔点的63Sn37Pb(62Sn36Pb2Ag)。